Ultrasonic သာမိုပလတ်စတစ်များကို ပြုပြင်ခြင်းသည် အဆင့်မြင့်နည်းပညာတစ်ခုဖြစ်သည်။ Ultrasonic ပလပ်စတစ်ဂဟေစက်သည် ယေဘူယျရည်ရွယ်ချက်ဖြင့် အထူးဂဟေဆော်သည့် ပလပ်စတစ်ဖြင့် ဖွဲ့စည်းခြင်းဆိုင်ရာ ထုတ်ကုန်တစ်ခုဖြစ်သည်။
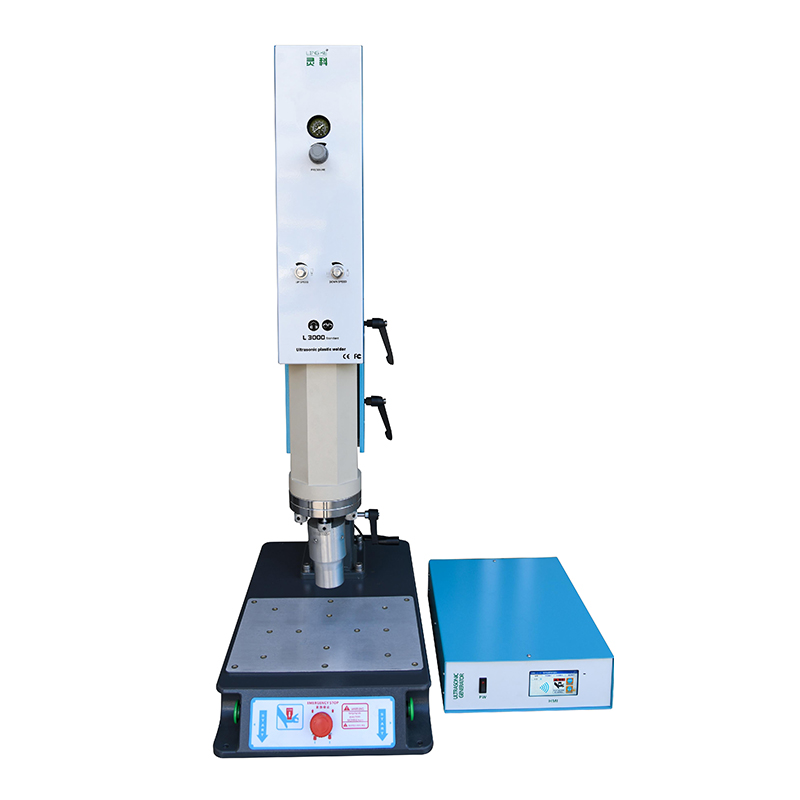
1. L3000STD စမတ်စက်၏ ထုတ်ကုန်မိတ်ဆက်
သာမိုပလတ်စတစ်၏ Ultrasonic processing သည် အဆင့်မြင့်နည်းပညာတစ်ခုဖြစ်သည်။ Ultrasonic ပလပ်စတစ်ဂဟေစက်သည် ယေဘူယျရည်ရွယ်ချက်ဖြင့် အထူးဂဟေဆော်ထားသော ပလပ်စတစ်များဖွဲ့စည်းခြင်း ထုတ်ကုန်တစ်ခုဖြစ်သလို ပလပ်စတစ်စာရွက်များ၊ စက္ကူနှင့် အလူမီနီယမ်ပေါင်းစပ်ရုပ်ရှင်များနှင့် ပလပ်စတစ်ပိုက်များကို တံဆိပ်ခတ်ရန်အတွက် ကိရိယာများဖြစ်သည်။ မတူညီသော အရာဝတ္ထုများ အရ၊ ဂဟေဆော်ခြင်း၊ သွင်းခြင်း၊ နှင့် မှည့်ခြင်းစသည့် ကွဲပြားသော လုပ်ဆောင်မှုနည်းလမ်းများကို အသုံးပြုပါသည်။
ယနေ့ခေတ်တွင် ပလတ်စတစ်ထုတ်လုပ်ခြင်းလုပ်ငန်းတွင် ultrasonic နည်းပညာကို အသုံးချခြင်းသည် အလွန်အသုံးများသောကြောင့်၊ ဤနည်းပညာ၏အသုံးချမှုသည် ကော်၊ ကော်၊ လက်သည်းများ သို့မဟုတ် သမားရိုးကျထုတ်လုပ်ရေးတွင် အသုံးပြုသည့် အခြားစက်ပိုင်းဆိုင်ရာပြုပြင်ခြင်းနည်းလမ်းများကို အစားထိုးနိုင်သောကြောင့်ဖြစ်သည်။ ထို့ကြောင့် ထုတ်လုပ်မှုစွမ်းဆောင်ရည်နှင့် အရည်အသွေးကို မြှင့်တင်ပေးပြီး ကုန်ကျစရိတ်များကို လျှော့ချပေးသောကြောင့် ယေဘုယျအားဖြင့် ထုတ်လုပ်သူများ အသုံးပြုကြသည်။
၎င်းတွင် မော်တော်ကားလုပ်ငန်း၊ လျှပ်စစ်ပစ္စည်းအသစ်များနှင့် ဆက်စပ်ပစ္စည်းများလုပ်ငန်း၊ ကွန်ပျူတာ စားသုံးနိုင်သောလုပ်ငန်း၊ တယ်လီဖုန်းဆက်သွယ်ရေးပစ္စည်းထုတ်လုပ်ရေးလုပ်ငန်း၊ အိမ်သုံးကုန်ပစ္စည်းထုတ်လုပ်ရေးလုပ်ငန်း၊ အရုပ်လုပ်ငန်း၊ ဆေးဘက်ဆိုင်ရာသုံးပစ္စည်းလုပ်ငန်း၊ နေ့စဥ်သုံးပစ္စည်းများ၊ လုပ်ငန်း စသည်တို့
2. L3000STD Smart Machine ၏ ထုတ်ကုန်အင်္ဂါရပ် {49091019 {708}
ultrasonic ဂဟေဆော်ခြင်း၏ အခြေခံမူမှာ 50/60Hz ပါဝါကြိမ်နှုန်းကို လက်ရှိ 15KHZ (သို့မဟုတ် 20KHZ) မှ ဗို့အားမြင့်လျှပ်စစ်စွမ်းအင်အဖြစ် ပြောင်းလဲရန်နှင့် transducer ကိုအသုံးပြုရန်၊ စက်ပိုင်းဆိုင်ရာစွမ်းအင်အဖြစ် ပြောင်းလဲရန်။ ၎င်းကို စက်ပိုင်းဆိုင်ရာ လုပ်ဆောင်ချက်ဖြင့် အလုပ်အပိုင်း၏ မျက်နှာပြင်သို့ လွှဲပြောင်းပေးကာ ပွတ်တိုက်မှုသည် မြင့်မားသော အပူကို ချက်ချင်းထုတ်ပေးပြီး ထိတွေ့မျက်နှာပြင်ကို လျှင်မြန်စွာ အရည်ပျော်စေသည်။ တုန်ခါမှုရပ်တန့်ပြီးနောက်, ဂဟေဆော်ခြင်းလုပ်ငန်းကိုဖိအားအောက်တွင်ပြီးစီးသည်။ 3. L3000STD Smart Machine ၏ ထုတ်ကုန်အသုံးပြုမှု {708
ဒစ်ဂျစ်တယ် ဂျင်နရေတာသည် "စနစ်ကာကွယ်မှုသိရှိခြင်း" နှင့် "အော်တိုချိန်ညှိခြင်း" လုပ်ဆောင်ချက်များပါရှိသော ထိန်းချုပ်မှုမော်ဂျူးများဖြင့် ဖွဲ့စည်းထားသည်။ ထိန်းချုပ်မှု module သည် ultrasonic ဂဟေဆော်ခြင်းလုပ်ငန်း ပျက်သွားသောအခါ၊ ထို့ကြောင့် မီးစက်နှင့် စက်ပစ္စည်းများ၏ ဘေးကင်းမှုကို ပိုမိုကောင်းမွန်စေပါသည်။ တူညီသောဒီဇိုင်းဌာန၏ အရွယ်အစားအမျိုးမျိုးနှင့် မှိုများ၏ ဒစ်ဂျစ်တယ် ဂျင်နရေတာသည် ကြိမ်နှုန်းအကွာအဝေး ±300Hz ကို အလိုအလျောက်ခြေရာခံနိုင်သည် (ဥပမာအဖြစ် 15kHz ultrasonic ကိုယူပါ၊ transducer နှင့် မှို (14.5-15.1)) kHz သည် အသုံးပြုရန်အတွက် ကြိမ်နှုန်းကို အလိုအလျောက်ခြေရာခံနိုင်သည်။ အမျိုးမျိုးသော ပရိုဂရမ်များကို သိရှိရန် CPU ကွန်ပျူတာစနစ်ကို အသုံးပြုခြင်း၊ တပ်ဆင်ထားသော အမျိုးမျိုးသော အကာအကွယ်စနစ်များ၊ IGBT အပူချိန်လွန်ကဲခြင်း ကာကွယ်ရေး၊ ဖိအားလွန်ခြင်း ကာကွယ်ရေး၊ လျှပ်စစ်သေတ္တာ ကာလလွန်ကာကွယ်မှု၊ welding headamplifiertransducer၊ လျော့ရဲခြင်း အကာအကွယ်၊ မီးစက် ပါဝါထောက်ပံ့မှု ဗို့အား အလိုအလျောက် လျော်ကြေးငွေ (AC 170-250V), ဂဟေမှတ်တမ်း ထိန်းသိမ်းခြင်း၊ ရေတွက်ခြင်း အချက်ပေးသံ၊ 485 ဆက်သွယ်ရေး ပေါက်။ တပ်ဆင်ထားသော ultrasonic လွှဲခွင် (ပါဝါ) ကို 10-100% မှ ချိန်ညှိနိုင်သည် workpieces အမျိုးမျိုးအတွက် ဂဟေဆော်ရန်အတွက် သင့်လျော်သည်။ IGBT ပါဝါပြွန်ကို အသုံးပြု၍ တုံ့ပြန်မှု မြန်ဆန်သည်။ Ultrasonic welding သည် ဓာတုအေးဂျင့်များကဲ့သို့ အဆိပ်အတောက်များကို မထုတ်လုပ်နိုင်သည့်အပြင် ၎င်းသည် ဘေးကင်းသော ဂဟေဆော်ခြင်းလုပ်ငန်း ဖြစ်သည်။ welded ထုတ်ကုန်၏မျက်နှာပြင်ပေါ်ရှိခြစ်ရာများနှင့်ပတ်သက်၍ စိုးရိမ်စရာမရှိပါ။ ၎င်းသည် ပိုမိုခက်ခဲသော ပလတ်စတစ်များကို ဂဟေဆက်သောအခါတွင် ၎င်း၏ ဂဟေအကျိုးသက်ရောက်မှုကို ပိုမိုကောင်းမွန်စွာ ကစားနိုင်သည့် လျှပ်ကူးဂဟေဆက်ခြင်း၏ အင်္ဂါရပ် ။ 4. စာနယ်ဇင်းဖွဲ့စည်းပုံဖော်ပြချက် လက်ကိုင် စက်ကိုယ်ထည်နှင့် ကော်လံကို လော့ခ်ချပြီး လော့ခ်ချရန် နာရီလက်တံအတိုင်း လှည့်ပါ။ ဂဟေခေါင်းနှင့် အောက်ခံကြား အကွာအဝေးကို ချိန်ညှိရာတွင် ယေဘူယျအားဖြင့် ၎င်းကို အသုံးပြုသည်။ (စာနယ်ဇင်း၏ဘယ်ဘက်တွင်) Lift knob ဆက်တင် ဟွန်းနှင့် အောက်ခံကြားအကွာအဝေးကို ချိန်ညှိပါ။ လက်ကိုင်နှင့် တွဲဖက်အသုံးပြုသည်။ တုန်လှုပ်ခြင်းကို မလှုပ်မီ၊ သင်သည် ဦးစွာ ခန္ဓာကိုယ်နှင့် ကော်လံကို ဖြေလျှော့ရပါမည်။ အမြင့် ကို ချိန်ညှိပြီးနောက် ၎င်းကို တင်းတင်းကျပ်ကျပ် သော့ခတ်ပါ။ Flange transducer ကိုပြင်ပါ။ အလျားလိုက် အကောင်းစား ချိန်ညှိဝက်အူ ဂဟေအရည်အသွေးကိုသေချာစေရန် transducer ၏ဒေါင်လိုက်ကို ချိန်ညှိပြီး ဂဟေအရည်အသွေးကိုသေချာစေရန် အလျားလိုက်ဝက်အူ 4 ခုကို ချိန်ညှိပါ။ စကေးပြား ဂဟေဆော်ခေါင်းနှင့် လည်ပတ်စားပွဲကြား အကွာအဝေးကို စောင့်ကြည့်ပါ သို့မဟုတ် ကိုးကားပါ။ ကောင်းစွာ ချိန်ညှိခြင်း။ ဂဟေဆော်သည့် အလုပ်အပိုင်းအစများကို ကောင်းမွန်စွာ ချိန်ညှိရန်အတွက် စစ်ထုတ်ခြင်း ဖိသိပ်ထားသော လေထဲတွင် ရေကို ခွဲခြားပါ။ ရေတစ်ဝက်ပြည့်သွားသောအခါ ခွက်အောက်ခြေရှိ အပ်ပိုက်ကွန်ကို ဖိပြီး ရေကို ညှစ်ထုတ်ပါ။ စတင်ခလုတ် လက်နှစ်ဖက်စလုံးရှိ ခလုတ်များကို တစ်ချိန်တည်းတွင် လက်နှစ်ဖက်လုံးဖြင့် နှိပ်လိုက်သည်နှင့် စက်ပစ္စည်းသည် အလုပ်စပါသည်။ အရေးပေါ်ရပ်တန့်ခလုတ် မလုံခြုံသောအချက်များ၊ စက်ချို့ယွင်းမှုများ စသည်တို့တွင်၊ အရေးပေါ်ရပ်တန့်ခလုတ်ကို နှိပ်ပါ၊ စက်များ အလုပ်မလုပ်တော့ပါ၊ စက်ခေါင်းထလာကာ ချွတ်ယွင်းချက်အား ရှင်းသွားသောအခါတွင် အရေးပေါ်ရပ်တန့်ခလုတ်ကို 45° လှည့်ပါသည်။ အရေးပေါ်မှတ်တိုင် အခြေအနေအား လွှတ်ပေးရန် ဘယ်ဘက်တွင်။ Transducer transducer သည် ဗို့အားကို စက်ပိုင်းဆိုင်ရာတုန်ခါမှုအဖြစ်သို့ ပြောင်းလဲနိုင်သည်။ transducer ၏ ကြိမ်နှုန်းကို resonant frequency တွင် သတ်မှတ်ထားပြီး၊ ကျေးဇူးပြု၍ transducer ကို မပြုပြင်ပါနှင့်။ 5. စာနယ်ဇင်းအကန့်၏ လျှပ်စစ်အစိတ်အပိုင်းများ၏ ဖော်ပြချက် 6249}
ဘာရိုမီတာ အလုပ်ဖိအား ထောက်လှမ်းမှု ဖိအားထိန်းကိရိယာ work-piece ၏ တည်ဆောက်ပုံအရ အလုပ်ဖိအား ကို ချိန်ညှိပါ ( ဖိအားကို ချိန်ညှိသောအခါ၊ ဖိအားထိန်းအဆို့ရှင်ကို {3136558 သို့ ချိန်ညှိပါ ၊ နှင့် ခလုတ်ကို အမှားရှာပြင်ပြီးနောက် ချိတ်ထားရန် လိုအပ်သည်)။ Throttle valve ဟွန်းတက်လာသောအခါ အရှိန်ချိန်ညှိရန် ဘယ်ဘက်ရှိ အခိုးအငွေ့အဆို့ရှင် "UP SPEED" ကို လှည့်ပါ။ လိုအပ်သောအမြန်နှုန်းသို့ ချိန်ညှိပြီးနောက်၊ အခိုးအငွေ့ကို လော့ခ်ချပါ။ ဂဟေဆော်ရန် ဦးခေါင်း၏ ဆင်းသက်သောမြန်နှုန်းကို ချိန်ညှိရန် ညာဘက်အခိုးအပေါက်အဆို့ရှင် "အောက်အရှိန်" ကို လှည့်ပါ။ လိုအပ်သော အမြန်နှုန်း သို့ ချိန်ညှိပြီးနောက်၊ အခိုးအပေါက် အဆို့ရှင်တွင် nut ကို လော့ခ်ချပါ။